Високоякісний будівельний матеріал з гарячекатаної сталі Q235B Q345B





Деталі продукту
| Назва продукту | Хіт-продаж Найкраща якість Велика кількістьГарячекатаний сталевий рулон |
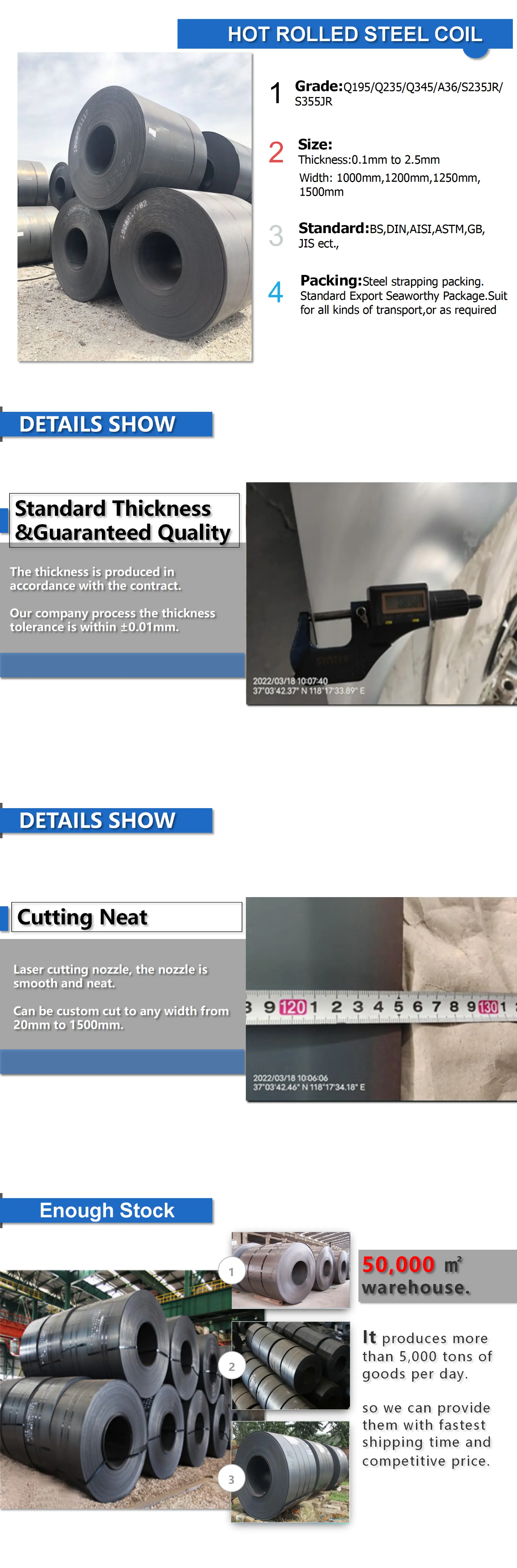
| Матеріал | Q195/Q235/Q345/A36/S235JR/S355JR |
| Товщина | 1,5 мм ~ 24 мм |
| Розмір | 3x1219 мм 3,5x1500 мм 4x1600 мм 4,5x2438 мм на замовлення |
| Стандартний | ASTM A53-2007, ASTM A671-2006, ASTM A252-1998, ASTM A450-1996, ASME B36.10M-2004, ASTM A523-1996, BS 1387, BS EN10296, BS |
| 6323, BS 6363, BS EN10219, GB/T 3091-2001, GB/T 13793-1992, GB/T9711 | |
| Оцінка | A53-A369, Q195-Q345, ST35-ST52 |
| Оцінка A, Оцінка B, Оцінка C | |
| Техніка | Гарячекатаний |
| Упаковка | Комплект, або з усіма видами кольорів ПВХ, або за вашими вимогами |
| Кінці труб | Звичайний/скошений кінець, захищений пластиковими ковпачками з обох кінців, квадратний виріз, рифлений, різьбовий та з'єднувальний тощо. |
| Мінімальна кількість замовлення | 1 тонна, більша кількість ціна буде нижчою |
| Обробка поверхні | 1. Млин оброблений / оцинкований / нержавіюча сталь |
| 2. ПВХ, чорний та кольоровий живопис | |
| 3. Прозора олія, антикорозійна олія | |
| 4. Відповідно до вимог клієнтів | |
| Застосування продукту | 1. Виготовлення будівельних конструкцій, |
| 2. підйомні механізми, | |
| 3. інженерія, | |
| 4. сільськогосподарська та будівельна техніка, | |
| Походження | Тяньцзінь Китай |
| Сертифікати | ISO9001-2008, SGS.BV, TUV |
| Час доставки | Зазвичай протягом 10-15 днів після отримання авансового платежу |
Основне застосування
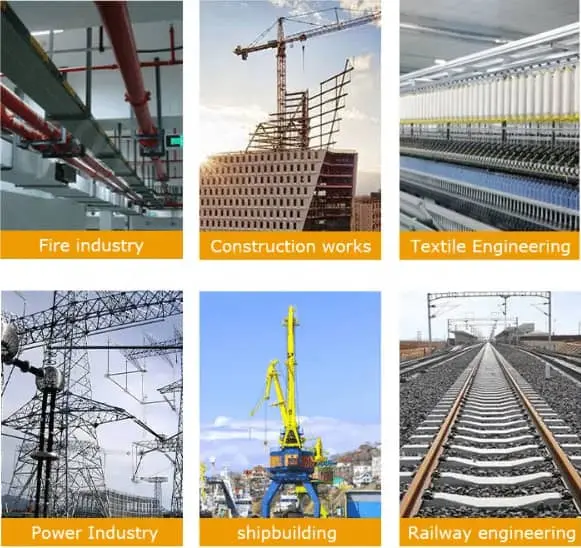
1. Доставка рідини/газу, сталеві конструкції, будівництво;
2. ROYAL GROUP ERW/Зварні круглі труби з вуглецевої сталі, які мають найвищу якість та високу постачання, широко використовуються в сталевих конструкціях та будівництві.
Примітка:
1. Безкоштовний відбір проб, 100% гарантія якості після продажу, підтримка будь-якого способу оплати;
2. Усі інші специфікації круглих труб з вуглецевої сталі доступні відповідно до ваших вимог (OEM та ODM)! Заводську ціну ви отримаєте від ROYAL GROUP.
Таблиця розмірів
| Товщина (мм) | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | налаштований |
| Ширина (мм) | 800 | 900 | 950 | 1000 | 1219 | 1000 | налаштований |
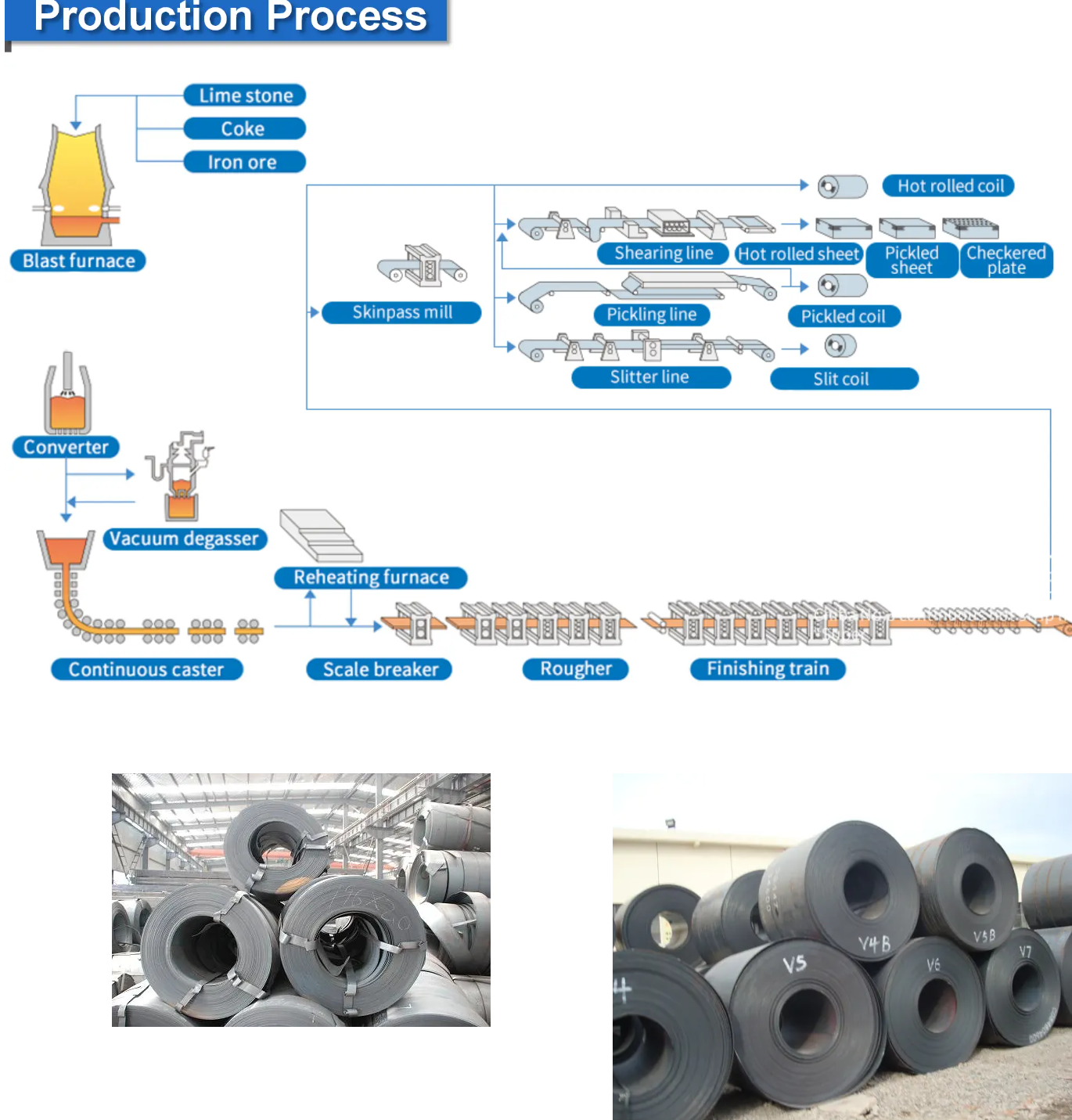
Процес виробництва
Процес виробництва гарячекатаного сталевого рулону є ключовою ланкою у виробництві сталі. Він в основному формує сталеву заготовку в потрібну форму листів шляхом високотемпературної прокатки. Нижче наведено його основні етапи:
Підготовка сировини
Як сировину використовуйте заготовку безперервного лиття або заготовку початкової прокатки, а товщина заготовки зазвичай становить 150-300 мм.
Поверхня заготовки очищається (наприклад, полум'ям або механічним шліфуванням) для видалення окалини та дефектів, що забезпечує якість прокатки.
Опалення
Заготовку відправляють у піч зі ступінчастою балкою нагріву та нагрівають до 1100-1300℃, щоб досягти температури аустенітизації та підвищити пластичність.
Контролюйте час нагрівання та рівномірність температури, щоб уникнути перегорання або недостатньої температури.
Грубе прокатка
Товщину заготовки зменшують до 30-50 мм за допомогою реверсивного чорнового прокатного стану (наприклад, двовалкового або чотиривалкового) для формування проміжної заготовки.
Видалення окалини водою під високим тиском може проводитися після кожного проходу прокатки для видалення поверхневого оксидного шару.
Фінішне прокатки
Проміжна заготовка потрапляє на чистовий стан (зазвичай 6-7 чотиривалкових або шестивалкових станів) і поступово стоншується до цільової товщини (наприклад, 1,2-25 мм) шляхом безперервної прокатки.
Для забезпечення точності розмірів та прямолінійності форми пластини використовуються система автоматичного контролю товщини (AGC) та система контролю форми пластини.
Ролики необхідно охолоджувати та змащувати під час прокатки, щоб запобігти термічній деформації та зносу.
Охолодження
Ламінарна система охолодження використовується для швидкого охолодження сталевої смуги від кінцевої температури прокатки (близько 800℃) до кімнатної температури шляхом контролю об'єму води та швидкості охолодження (наприклад, 30-50℃/с).
Процес охолодження безпосередньо впливає на мікроструктуру (наприклад, співвідношення фериту та перліту) та механічні властивості сталевого рулону.
Змотування
Сталева смуга згортається в сталевий рулон за допомогою притискного ролика та моталки, а натяг контролюється на рівні 100-500 Н/мм², щоб забезпечити щільну форму рулону та відсутність вільних витків.
Температура згортання зазвичай контролюється на рівні 550-700℃ для оптимізації продуктивності.
Подальше лікування
Обробка поверхні: травлення для видалення оксидної окалини або цинкування, алюмініювання та інші види обробки покриттів.
Відпалпокращити пластичність матеріалу (наприклад, відпал для рекристалізації перед холодною прокаткою).
Згладжування: усунення платформи текучості та покращення якості поверхні шляхом прокатки з малим обтисненням.
Перевірка якості та упаковка: перевірити розмір, механічні властивості та якість поверхні, а також згорнути, зв'язати та маркувати відповідно до вимог замовника.
Упаковка та транспортування
Зазвичай голий пакет

Транспорт:Експрес-доставка (доставка зразків), авіаційна, залізнична, наземна, морська доставка (FCL, LCL або насипні вантажі)

Найчастіші запитання
1. Як я можу отримати від вас цінову пропозицію?
Ви можете залишити нам повідомлення, і ми вчасно відповімо на кожне повідомлення.
2. Чи доставите ви товар вчасно?
Так, ми обіцяємо надавати продукцію найвищої якості та доставку вчасно. Чесність – це принцип нашої компанії.
3. Чи можу я отримати зразки перед замовленням?
Так, звичайно. Зазвичай наші зразки безкоштовні, ми можемо виготовити за вашими зразками або технічними кресленнями.
4. Які ваші умови оплати?
Наш звичайний термін оплати - 30% депозит, а решта - на рахунок B/L.
5. Чи приймаєте ви перевірку третьою стороною?
Так, безумовно, ми приймаємо.
6. Як ми можемо довіряти вашій компанії?
Ми роками спеціалізуємося на сталеливарному бізнесі як золотий постачальник, штаб-квартира знаходиться в провінції Тяньцзінь, ласкаво просимо до розслідування будь-якими способами, будь ласка.
Категорії продуктів
-

Зносостійкий вуглецевий гарячекатаний 6 мм 12 мм 25 мм ...
-

Найкраща ціна високої якості ERW 6-метрова зварена сталева...
-

Гарячекатаний сталевий лист виробництва Китаю Q355B...
-

Заводська гарячекатана труба з вуглецевої сталі Q235 Q345...
-

Гарячекатана котушка з вуглецевої сталі заводу Китаю
-

Заводська ціна Високоякісна гарячекатана вуглецева сталь ...