



-
1. Застосування:Доставка рідин та газів, сталеві конструкції, будівництво.
-
2. Зварні круглі вуглецеві сталеві труби ROYAL GROUP ERW:Високоякісне, надійне постачання, широко використовується в сталевих конструкціях та будівництві.
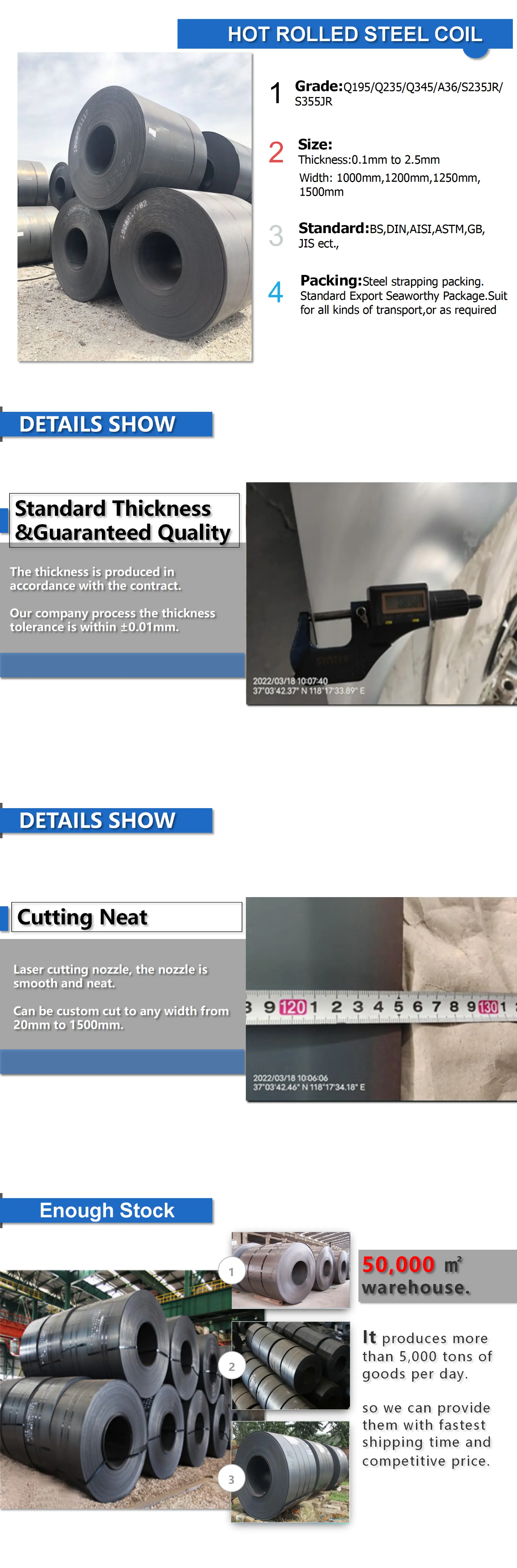
Гарячекатана котушка з вуглецевої сталі заводу Китаю

Деталі продукту
| Назва продукту | Хіт-продаж Найкраща якість Велика кількістьГарячекатаний сталевий рулон |
| Матеріал | Q195/Q235/Q345/A36/S235JR/S355JR |
| Товщина | 1,5 мм ~ 24 мм |
| Розмір | 3x1219 мм 3,5x1500 мм 4x1600 мм 4,5x2438 мм на замовлення |
| Стандартний | ASTM A53-2007, ASTM A671-2006, ASTM A252-1998, ASTM A450-1996, ASME B36.10M-2004, ASTM A523-1996, BS 1387, BS EN10296, BS |
| 6323, BS 6363, BS EN10219, GB/T 3091-2001, GB/T 13793-1992, GB/T9711 | |
| Оцінка | A53-A369, Q195-Q345, ST35-ST52 |
| Оцінка A, Оцінка B, Оцінка C | |
| Техніка | Гарячекатаний |
| Упаковка | Комплект, або з усіма видами кольорів ПВХ, або за вашими вимогами |
| Кінці труб | Звичайний/скошений кінець, захищений пластиковими ковпачками з обох кінців, квадратний виріз, рифлений, різьбовий та з'єднувальний тощо. |
| Мінімальна кількість замовлення | 1 тонна, більша кількість ціна буде нижчою |
| Обробка поверхні | 1. Млин оброблений / оцинкований / нержавіюча сталь |
| 2. ПВХ, чорний та кольоровий живопис | |
| 3. Прозора олія, антикорозійна олія | |
| 4. Відповідно до вимог клієнтів | |
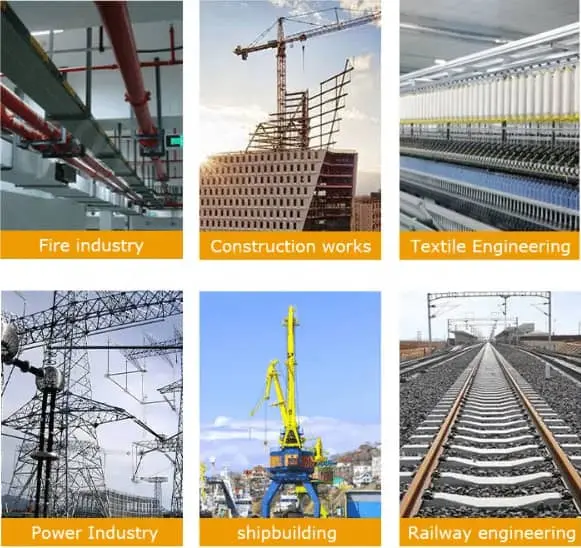
| Застосування продукту | 1. Виготовлення будівельних конструкцій, |
| 2. підйомні механізми, | |
| 3. інженерія, | |
| 4. сільськогосподарська та будівельна техніка, | |
| Походження | Тяньцзінь Китай |
| Сертифікати | ISO9001-2008, SGS.BV, TUV |
| Час доставки | Зазвичай протягом 10-15 днів після отримання авансового платежу |
Основне застосування
Примітка:
-
1. Послуги:Безкоштовні зразки, повна гарантія якості після продажу, підтримка всіх способів оплати.
-
2. Налаштування:Універсальні круглі труби з вуглецевої сталі доступні (OEM та ODM) за заводськими цінами від ROYAL GROUP.
Таблиця розмірів
| Товщина (мм) | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | налаштований |
| Ширина (мм) | 800 | 900 | 950 | 1000 | 1219 | 1000 | налаштований |
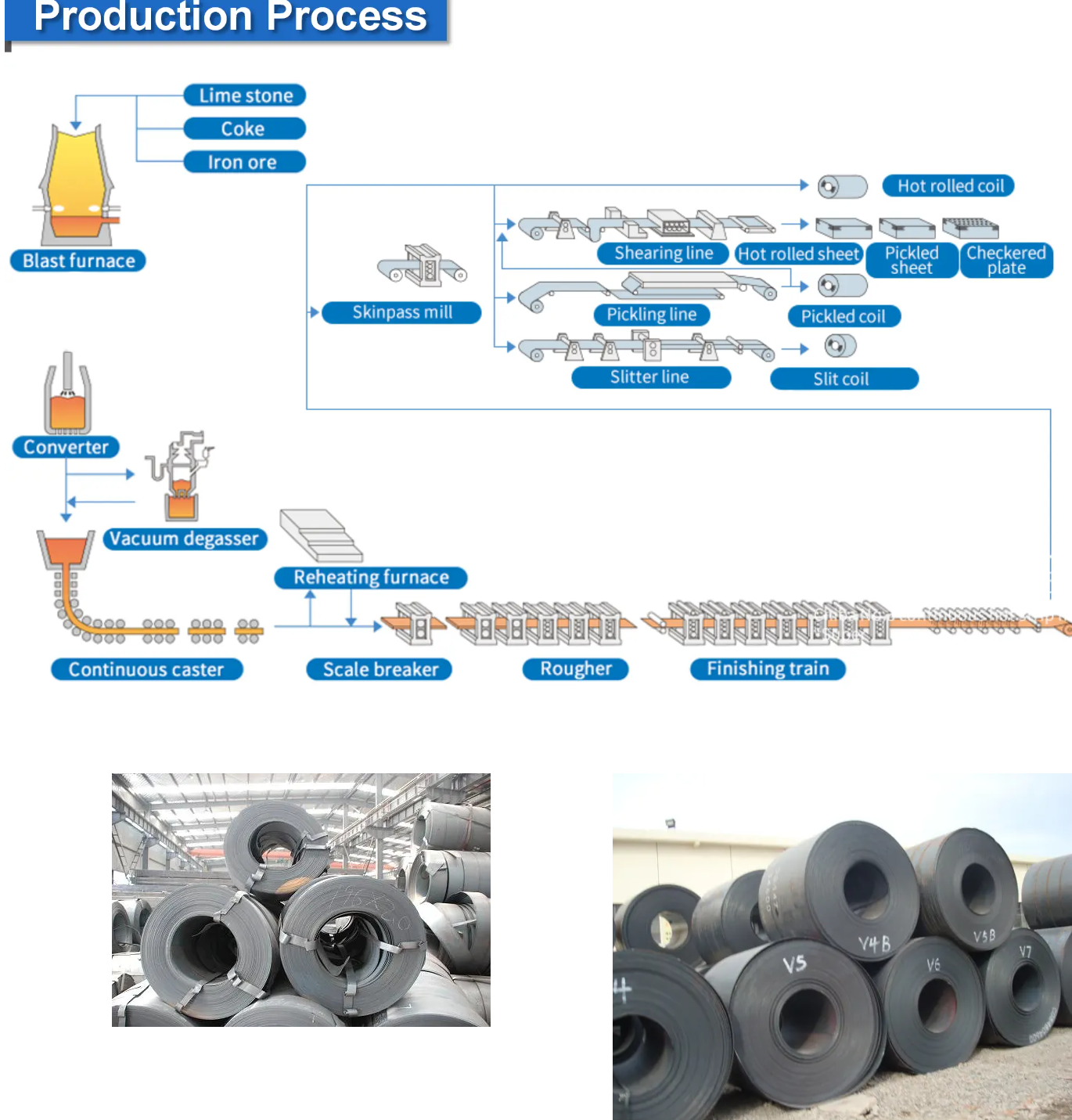
Процес виробництва
Процес виробництва гарячекатаного прокатусталева котушкає ключовою ланкою у виробництві сталі. В основному він формує сталеву заготовку в потрібну форму пластини шляхом високотемпературної прокатки. Нижче наведено його основні етапи:
Процес виробництва гарячекатаної сталі (спрощений)
-
Підготовка сировини:Починають з безперервнолитих слябів або заготовок (товщиною 150–300 мм). Поверхні очищають за допомогою полум'яного шліфування або шліфування для видалення окалини та дефектів.
-
Опалення:Сляби нагрівають у печі з крокуючими балками до 1100–1300 °C для аустенітизації, що забезпечує пластичність. Контролюється рівномірна температура та час нагрівання.
-
Чорнова обробка:Сляби проходять через реверсивні чорнові стани для зменшення товщини до 30–50 мм. Видалення окалини водою під високим тиском видаляє поверхневі оксиди.
-
Оздоблення:Проміжні прутки прокатуються на чистових станах до цільової товщини (1,2–25 мм). AGC та контроль площинності забезпечують точність розмірів. Валки охолоджуються та змащуються для запобігання зносу та деформації.
-
Охолодження:Ламінарне охолодження знижує температуру смуги від ~800 °C до кімнатної температури (30–50 °C/с), контролюючи мікроструктуру та механічні властивості.
-
Згортання:Смуги змотуються в котушки під контрольованим натягом (100–500 Н/мм²) при температурі 550–700 °C для надання їм належної форми та властивостей.
-
Післяобробка:Додаткові методи обробки включають травлення, цинкування/алюмінування, відпал для пластичності та вирівнювання для обробки поверхні.
-
Перевірка якості та упаковка:Готові вироби перевіряються на розміри, механічні властивості та якість поверхні перед згортанням, пакуванням та маркуванням відповідно до специфікацій замовника.
Упаковка та транспортування
Зазвичай голий пакет

Транспорт:Експрес-доставка (доставка зразків), авіаційна, залізнична, наземна, морська доставка (FCL, LCL або насипні вантажі)


Найчастіші запитання
З: Ви виробник?
A:Так, ми є виробником спіральних сталевих труб, що базується в Тяньцзіні, Китай.
З: Чи можу я розмістити невелике пробне замовлення лише на кілька тонн?
A:Звичайно. Ми можемо відправляти невеликі замовлення, використовуючи послугу LCL (менш ніж контейнерне завантаження).
З: Чи безкоштовні зразки?
A:Так, зразки безкоштовні, але покупець покриває вартість доставки.
З: Ви перевірений постачальник і чи приймаєте ви торговельні гарантії?
A:Так, ми є семирічним постачальником золота та приймаємо торговельну гарантію.
Напишіть своє повідомлення тут і надішліть його нам
Категорії продуктів
-

Гарна якість від китайського виробника q235b A3...
-

Найпопулярніші безшовні прецизійні сталеві труби
-

Ціна на прутки TMT 6 мм 8 мм 10 мм 12 мм 16 мм 20 мм 25 мм...
-

Високоякісна гарячекатана сталева котушка з чорної сталі...
-

Високоякісна найдешевша ціна зносостійка пластина 500 зносостійка...
-

Безшовна сталева труба API 5L класу B X80